Concept of Yield Learning1
In order to characterize the yield as a function of time, let us first
concentrate on a single product manufacturing line. Let us also assume that
only one of the pieces of equipment produces a single type of particle resulting
in one type of defect. Understanding of this simplest possible case suffices to
capture the essence of the yield learning process. The yield versus time curve
for this scenario resembles the staircase function shown in Figure 1. 3 time
variables are used.
Tf is the time required for analysis and detection of the
failure mechanism leading to
process intervention.
Te is the time needed for process correction which decreases
contamination levels and the
time required for the new process
parameters to be effective.
Tr is the time interval after which a change in yield of the
fabricated wafers is observed
following process corrections.
The total time required for yield change to occur is given by Tc c =
(Tf + Te + Tr ).
The net change in yield is Yc . Value of Yc is
determined by the new level of contamination.
Estimating Tr is equivalent to estimating the cycle time for a
factory albeit partially starting from an intermediate process step until the
last step. Thus, it is the sum of the raw processing
time (RPT) and the queuing time for
wafers waiting between process steps. One of the major contributors to the
queuing time is the downtime of the equipment. Note that the factor Te may
contribute to the equipment downtime depending on the outcome of failure
analysis. Tf, the time needed to detect and localize the defect
depends on a number of factors as presented in the previous chapter. The change
in yield, Yc, on the other hand depends on the correctness of the
diagnosis and the efficiency with which the contamination rate can be reduced
as a result of the corrective actions.
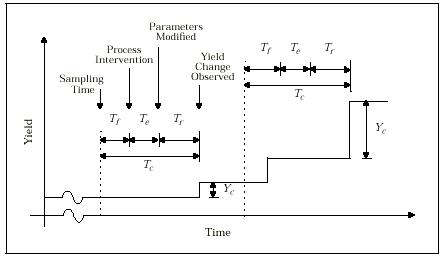
Figure1 1: Key events in yield learning process.
Thus, even for a simple factory the inter-relationship between various
attributes leading to yield improvement is quite complex. Moreover a realistic
situation involves a multi-product facility with more than one source of
contamination, many defect types, and several sampling and failure
analysis strategies. In this case, the time to diagnose and correct different
defect types will be interdependent because, for example,defects in lower
layers will be "overlooked" in favor of defects in upper layers. The
variability in the correctness of diagnosis will be affected since multiple
sources of one type of contamination leads to ambiguity. Note that Figure 1
depicts yield improvement cycles for only one type of defect originating from
one source. In reality there will be a number of such cycles overlappinging
time with each other. The yield learning curve for a product is, thus, a
combi-nation of all such individual overlapping learning curves.
What Factors Affect Yield Learning?
There are several factors that yield learning depends on. These factors
are:
1. The relationship between particles, defects and faults.
2. Ease of defect localization which in turn depends on:
a. size, layer and type of defect.
b. level of "diagnosability" of the IC design
c. probability of occurence of catastrophic defects;
3. Effectiveness of the corrective actions performed.
4. The timing of each of the events mentioned above.
5. Rate of wafer movement through the process.
Once the fabrication line is stabilized from the point of view of global
disturbances, the focus is shifted towards correcting yield loss due to local
disturbances. During this stage - the yield learning stage - failed dies are
analyzed and corrective actions are taken to control the level of
contamination. This stage is also accompanied by an increase in the volume of
production. Time domain changes in yield at this stage have a substantial impact
on the cost of manufacturing and the accrued profits. This research
focuses on the defect limited yield learning for a manufacturing line.
Eventually, the rate of yield learning decreases as the yield approaches 100%
and this is the high volume stable manufacturing stage. Any semiconductor
manufacturing operation would like to reach this stage as quickly as possible
since the bulk of the profits are realized in this period. Figure 2 shows an
example average yield vs. time curve illustrating the three stages of
manufacturing described above. Time domain changes in yield could also be the
result of an inherent change in the nature of the disturbances, but it is
mainly due to the deliberate continuous improvements made in the design and to
the process. The rate of yield learning could have been slower or faster
(shown as dashed curves in Figure 2) depending on how quickly one is able to
remove the process problems. A slower rate of yield learning can result not
only in loss of revenue but may also lead to losing the market to other
competitors.
A higher rate of yield learning may require a more costly and complex
contamination control strategy. Understanding this cost-revenue trade-off is a
necessity in decision making.
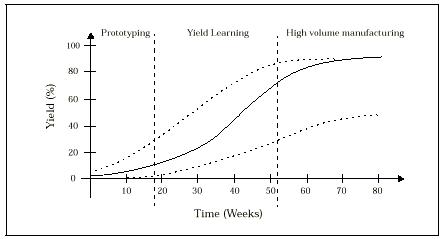
Figure1 2. yield vs time curves